INDUSTRIAL SYSTEMS FOR SMARTER FACTORIES
SEETECH develops industrial systems integration projects for manufacturers that need more reliable, automated and connected production processes. Our engineering team combines robotic automation solutions, machine vision, PLC control, electrical systems, production software and commissioning to build factory automation systems that work under real industrial conditions.
Whether the project is a robotic cell, a vision-guided process, an AMR/AGV logistics flow or a complete automation upgrade, SEETECH designs the system around your production needs, cycle time, operators, safety requirements and data flow.
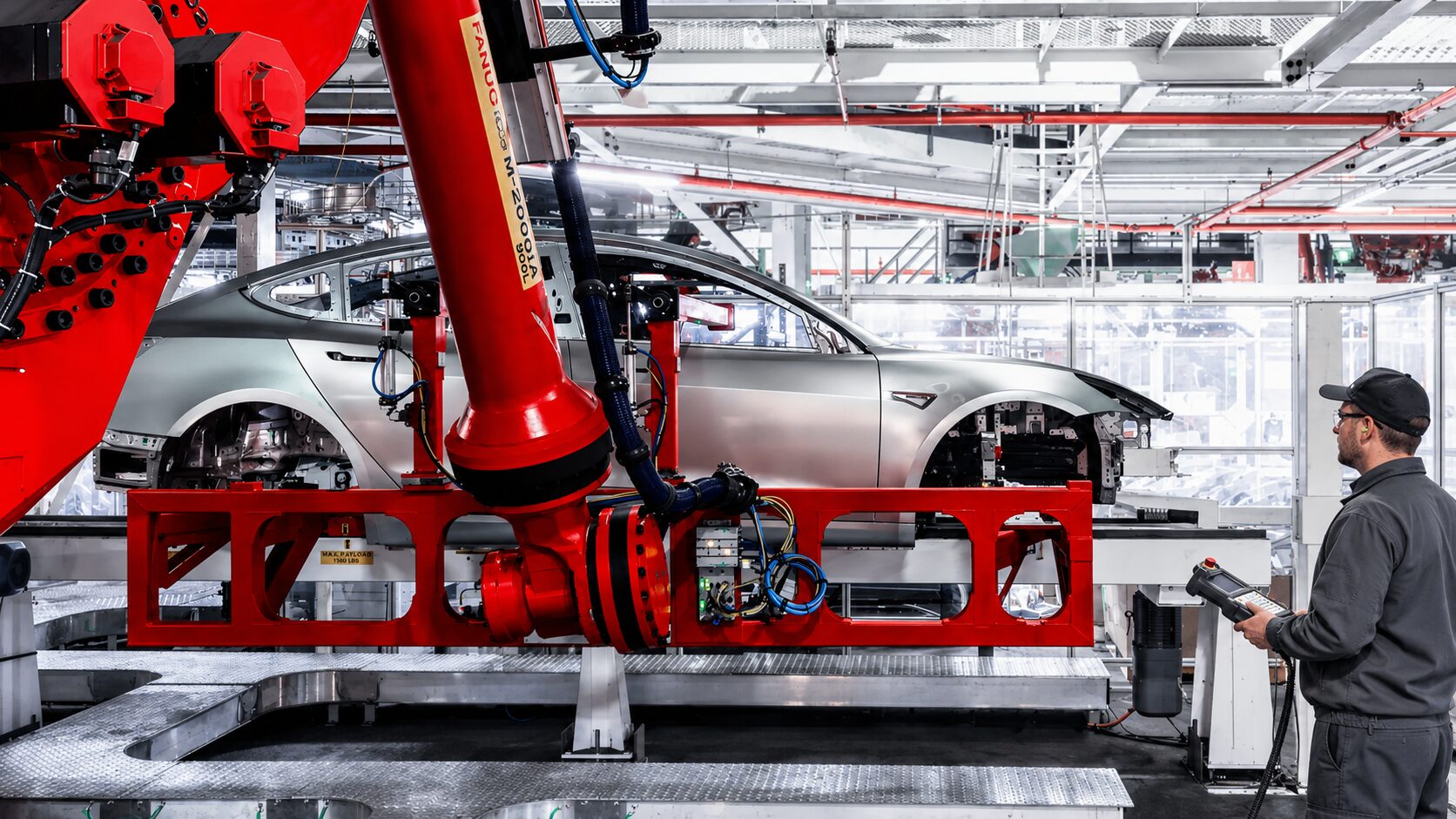
ROBOTIC CELLS
SEETECH designs and integrates robotic cells for manufacturers that need reliable automation for welding, assembly, dispensing, machine tending, screwdriving, palletising, inspection and material handling.
Each robotic cell is engineered around the real production process, including mechanical design, tooling, fixtures, electrical systems, safety guarding, robot programming, PLC control, operator interfaces and commissioning.
The objective is not to install a robot as an isolated machine, but to create a complete industrial system that works with the required cycle time, accuracy, safety level and maintenance access in daily production conditions.


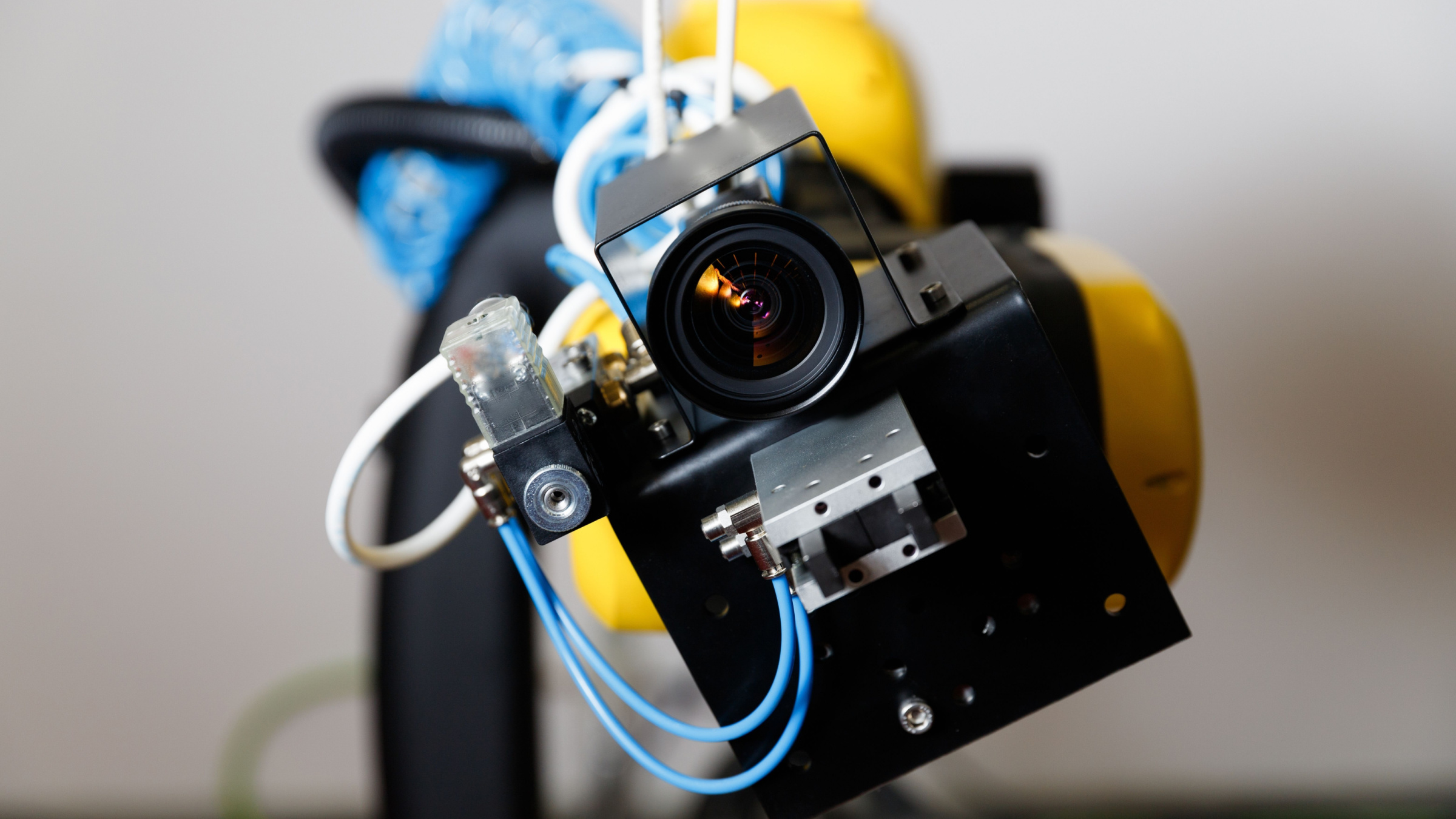
MACHINE VISION
Machine vision is one of the core technologies behind modern industrial systems integration. SEETECH develops vision systems for part detection, robot guidance, assembly verification, dimensional checks, defect detection and process validation inside production environments.
A production-ready vision system requires more than a camera: it needs correct lighting, optics, fixtures, image processing, calibration, industrial communication and a stable mechanical setup.
SEETECH designs these systems so visual information can be converted into reliable decisions for machines, robots, operators and quality databases.
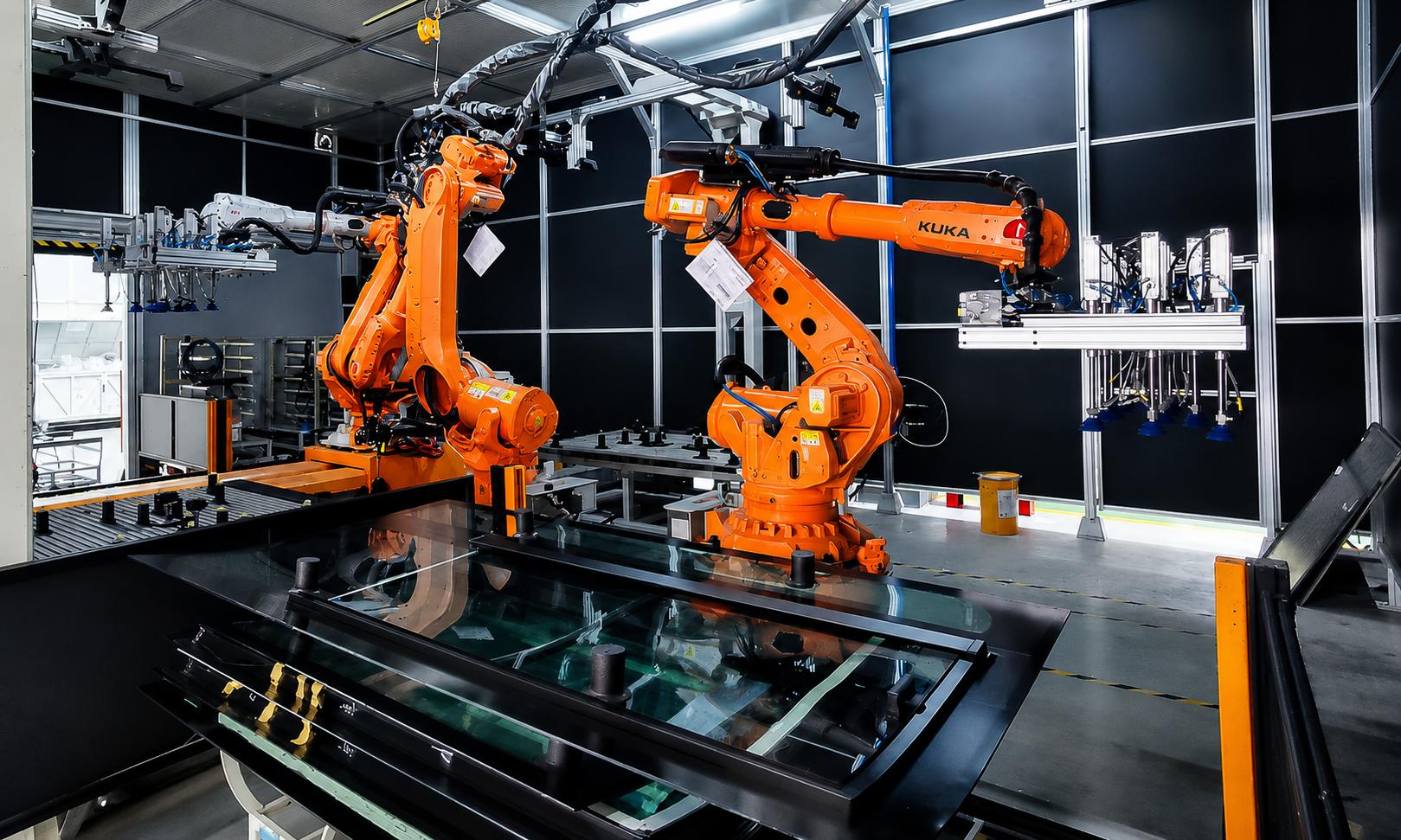
ROBOT GUIDANCE
SEETECH integrates robotic automation solutions where cameras, sensors and software help robots locate parts, correct position errors and adapt to real production variation.
Robot guidance can be used for pick-and-place, bin picking, assembly positioning, loading and unloading, quality checks or process alignment. The system combines industrial cameras, lighting, calibration targets, robot coordinates, PLC communication and robust validation logic. This allows the robot to work with higher flexibility than a fixed mechanical sequence, while still maintaining the repeatability required in factory automation systems.

AMR & AGV LOGISTICS
SEETECH supports AMR and AGV integration for internal logistics, warehouse automation and autonomous material transport inside industrial facilities.
These systems can move pallets, racks, components, tooling, WIP parts and production materials between warehouses, assembly areas, robotic cells and production lines without depending only on forklifts or manual movement.
A successful AMR or AGV project is not just about choosing the mobile platform. It requires route planning, pickup and drop-off design, fleet logic, safety zones, charging strategy, traffic management and integration with PLCs, MES platforms or warehouse systems.
LINE AUTOMATION
SEETECH develops production line automation for companies that need to connect machines, robots, conveyors, sensors, operators and control systems into one coordinated manufacturing process.
This can include standalone stations, multi-cell automation, conveyor-based production areas, robotic handling, quality checkpoints, operator guidance, automatic routing and station-to-station communication.
The value of factory automation systems comes from making the full process work as a single controlled flow, reducing manual handling, avoiding missed operations and improving consistency across shifts.


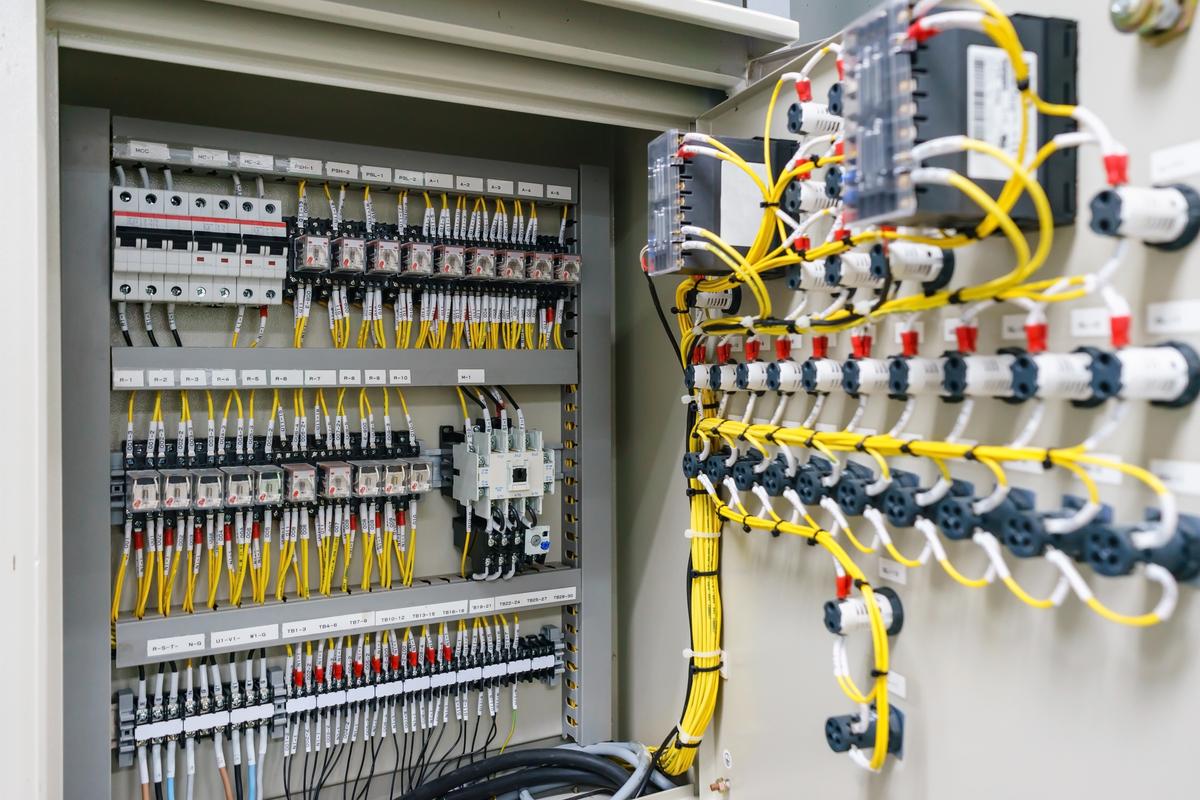
CONTROL SYSTEMS
Industrial systems integration depends on reliable control architecture. SEETECH designs PLC, HMI, electrical and automation systems that connect sensors, actuators, robots, drives, safety devices, operator panels and production software.
A strong control system defines how the machine behaves, how operators interact with it, how alarms are managed and how data is exchanged with the rest of the factory. SEETECH focuses on robust logic, clear diagnostics, safe machine operation and maintainable software so the system can be supported during real production instead of becoming a black box.
AI PRODUCTION TOOLS
SEETECH applies industrial AI where it can create practical value for engineering, quality, maintenance and operations teams. This can include documentation assistants, quality-incident analysis, production data review, operator support tools, maintenance knowledge bases, anomaly detection and AI-assisted engineering workflows.
The goal is not to add artificial intelligence as decoration, but to build tools that help teams work faster, recover information, detect patterns and make better decisions. When connected correctly to industrial data, AI can become part of the wider factory automation systems architecture.


SYSTEM RETROFITS
Many industrial facilities do not need a completely new production line. They need existing machines, controls and processes to be modernized without losing the value of the equipment already installed.
SEETECH provides retrofit and upgrade projects for automation systems, robotic cells, electrical cabinets, control software, safety circuits, operator interfaces and production data connections.
This type of industrial systems integration can extend equipment life, improve reliability, reduce downtime and add modern functionality while adapting to the limitations of the existing installation.
COMMISSIONING
Commissioning is where an industrial system proves whether it is ready for production. SEETECH supports installation, testing, debugging, safety checks, robot programming validation, PLC verification, operator training and start-up support for automation projects. During commissioning, the system must be adjusted under real conditions: real parts, real operators, real cycle times, real alarms and real production constraints.
This stage is critical because a machine that works in a workshop is not automatically ready for a factory. SEETECH focuses on stable start-up, clear documentation and practical support until the system can be used by the customer’s team.

SUPPORT & TRAINING
Industrial systems need to be maintained, adjusted and understood by the people who use them every day. SEETECH provides technical support, troubleshooting, operator training, maintenance training, robot program updates, vision system adjustment, documentation and continuous improvement for factory automation systems.
Good support reduces downtime and prevents small problems from becoming production stops. Training also helps operators and maintenance teams understand how the system works, how to react to alarms, how to perform basic checks and when to escalate technical issues.
LET’S BUILD YOUR NEXT INDUSTRIAL SYSTEM
Tell us what you need to automate, connect, inspect or improve inside your production process. SEETECH will review your requirements and propose a complete factory automation solution with robotics, machine vision, control systems, electrical engineering and production-ready commissioning.
1. What are industrial automation systems?
Industrial automation systems are integrated machines, controls, sensors, robots, software and electrical systems used to automate production processes inside factories. They can control repetitive operations, guide operators, move parts, inspect products, manage alarms and collect production data from different stations.
A complete automation project normally combines mechanical design, PLC control, HMI screens, safety systems, robotics, machine vision, industrial communication and commissioning. In larger factories, these systems are often structured around integration models such as ISA-95 enterprise-control system integration, which helps connect production equipment with higher-level manufacturing and business systems.
2. What is industrial systems integration?
Industrial systems integration is the engineering process of connecting machines, robots, sensors, control cabinets, PLC software, operator interfaces and production data into one coordinated factory system. The goal is to make different technologies work together reliably instead of operating as isolated machines.
For SEETECH, this can include robotic cells, machine vision, AMR/AGV logistics, control systems, electrical design, production software, commissioning and technical support. Industrial interoperability is also supported by technologies such as OPC UA, which is widely used for structured communication between machines, control systems and industrial software.
3. What are factory automation systems used for?
Factory automation systems are used to improve production consistency, reduce manual handling, control cycle time, increase traceability and make production processes easier to monitor. They can automate assembly, inspection, part handling, testing, packaging, palletising, machine tending, operator guidance and station-to-station communication.
The best automation projects are not only about replacing manual work. They are designed to control the full production flow, reduce errors, improve repeatability and generate useful data for quality and maintenance teams. This fits the broader smart manufacturing direction described by NIST’s Digital Thread for Smart Manufacturing, where manufacturing information is connected across engineering, production and product support.
4. What is included in a robotic automation solution?
A robotic automation solution can include the robot arm, gripper, tooling, fixtures, safety guarding, PLC control, robot programming, HMI screens, sensors, vision systems, conveyors and communication with the rest of the production line. The exact configuration depends on the part, process, cycle time, accuracy, safety requirements and available factory space.
Robotic automation solutions can be used for welding, handling, assembly, dispensing, loading and unloading, machine tending, inspection and palletising. Global robot adoption and industrial robot trends are tracked by the International Federation of Robotics World Robotics report, which is one of the main references for industrial robotics deployment worldwide.
5. Why is machine vision important in industrial automation?
Machine vision allows automation systems to detect parts, verify assembly, measure features, guide robots, read codes, inspect surfaces and validate process results. A reliable vision system is not just a camera; it also requires correct lighting, optics, mechanical positioning, calibration, image processing and communication with the PLC or production software.
In industrial systems integration, machine vision helps turn visual information into automatic decisions such as OK/NOK results, robot coordinates, measurement values or traceability records. This supports quality control principles similar to those used in ISO 9001 quality management systems, where consistent processes, records and improvement methods are essential for reliable production.
6. How do PLC and HMI systems fit into factory automation?
The PLC is the control layer that manages machine logic, sensors, actuators, drives, robots, safety signals and production sequences. The HMI is the operator interface used to start the system, select modes, view alarms, follow instructions, check status and support maintenance diagnostics.
In factory automation systems, PLC and HMI design must be clear, robust and maintainable because operators and maintenance teams depend on them every day. Electrical and programmable control equipment for machinery is covered by standards such as IEC 60204-1, which applies to electrical, electronic and programmable electronic equipment used on machines.
7. How are safety requirements handled in automation projects?
Safety must be considered from the beginning of an automation project, not added at the end. Robotic cells, moving axes, conveyors, presses, tooling, electrical cabinets and operator access points must be evaluated so the system can work safely during production, maintenance, manual intervention and recovery operations.
Industrial automation projects often require risk assessment, guarding, interlocks, emergency stops, safety PLCs, safe robot zones, light curtains or access control depending on the equipment. Machinery safety design is supported by standards such as ISO 12100 safety of machinery, which defines principles for risk assessment and risk reduction in machine design.
8. Can industrial automation systems be connected to MES or SCADA?
Yes. Industrial automation systems can be connected to MES, SCADA, quality databases, ERP systems, maintenance platforms or custom dashboards depending on the project. This allows production data, alarms, test results, cycle information, machine status and process values to be recorded and used beyond the local machine.
This connection is important because modern factories need visibility across machines, production lines and departments. Integration between control systems and enterprise systems follows the same logic described in ISA-95 manufacturing operations integration, where factory control layers and business systems are organized to exchange information more reliably.
9. When should a factory choose a retrofit instead of a new system?
A retrofit is usually the right option when the existing machine or production line still has mechanical value, but the controls, software, safety, electrical cabinet, HMI, sensors or data connections are outdated. Instead of replacing everything, the system can be upgraded to improve reliability, usability, maintainability and integration with current factory standards.
Retrofit projects can include new PLCs, updated HMIs, drive replacement, safety upgrades, machine vision, robot reprogramming, electrical cabinet redesign and production data integration. This approach is aligned with digital manufacturing principles such as those described by Siemens digital manufacturing, where production processes are improved through connected tools, data and engineering methods.
10. Why choose SEETECH for industrial systems integration?
SEETECH develops industrial automation systems for real production environments, combining mechanical engineering, electrical design, PLC/HMI software, robotics, machine vision, commissioning and technical support. Our objective is not to deliver isolated machines, but complete systems that work with the customer’s cycle time, operators, safety requirements, production data and maintenance needs.
Each project can include concept design, mechanical layout, robot selection, control cabinet engineering, software development, machine vision, industrial communication, installation, commissioning, documentation and training. This system-level approach helps manufacturers build practical factory automation systems that are easier to operate, maintain and connect to wider industrial data strategies such as the NIST Digital Thread for Manufacturing.