5 Industrial Applications for Autonomous Inspection Robots
1. Thermal Inspection of Electrical Cabinets and Machinery
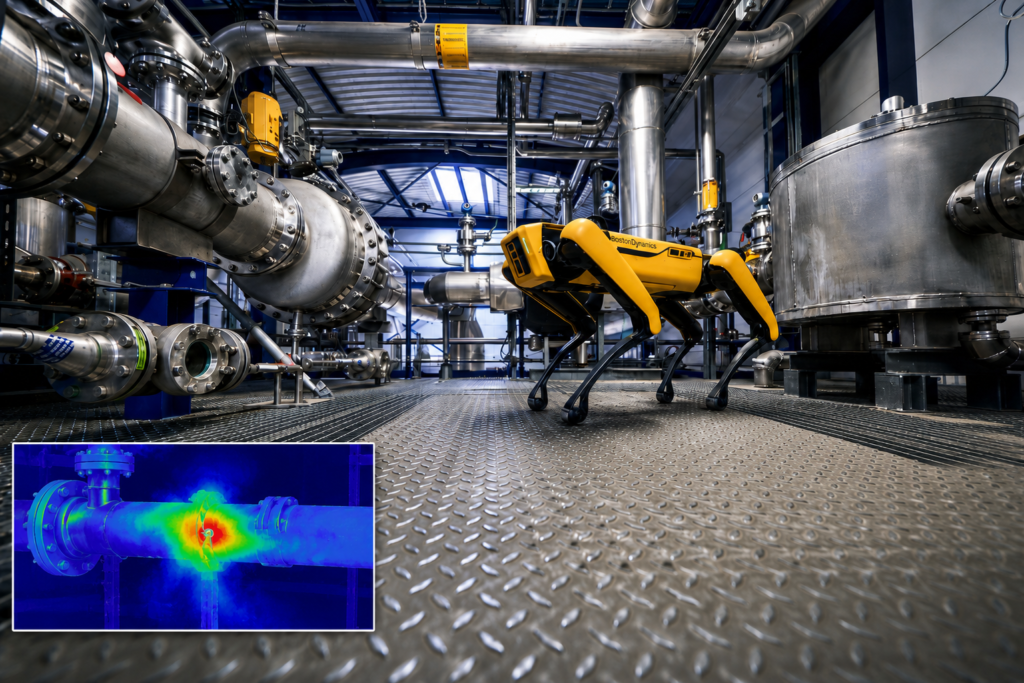
Autonomous inspection robots can patrol production areas, technical rooms and utility zones with thermal cameras to detect abnormal temperatures in motors, bearings, electrical cabinets, transformers, compressors and charging stations. This is one of the most valuable applications because overheating is often an early warning sign of failure, poor electrical contact, excessive friction or overload.
Instead of waiting for a technician to manually walk through the facility with a handheld thermal camera, the robot can repeat the same route every day or every night. The system can compare thermal images over time, detect temperature deviations and generate alerts when equipment moves outside normal operating conditions. For factories with critical production lines, this type of autonomous inspection robot can help reduce downtime and improve preventive maintenance.

2. Acoustic Leak Detection and Compressed Air Monitoring
Compressed air leaks are expensive, common and often invisible. Autonomous inspection robots equipped with acoustic or ultrasonic sensors can move through the factory and detect leaks in compressed air lines, pneumatic circuits, valves and fittings. This allows maintenance teams to locate energy losses without shutting down production or performing long manual inspections.
The same concept can also be used for rotating equipment. Acoustic monitoring can help detect abnormal sounds in bearings, conveyors, pumps and motors. When combined with AI analysis, the robot can identify unusual acoustic patterns and report them before the failure becomes visible. This makes autonomous inspection robots especially useful in plants where equipment runs continuously and early detection has direct economic value.
3. Gauge Reading, Valve Position and Indicator Monitoring
Many industrial facilities still depend on analog gauges, manometers, valve positions, signal lamps, display panels and local indicators. Autonomous inspection robots can use AI vision to read these elements automatically during their inspection route. The robot can capture images from the same position every time, extract values, detect changes and store historical records.
This is not spectacular at first glance, but it is extremely useful. A robot that can read pressure gauges, check whether valves are open or closed, verify warning lights and detect abnormal display values can remove hundreds of repetitive manual checks from maintenance routines. For older facilities where not every sensor is connected to SCADA or PLC systems, autonomous inspection robots provide a practical bridge between manual inspection and full digital monitoring.

4. Autonomous Security Patrols | Warehouses & Industrial Sites
Autonomous inspection robots can also work as autonomous security robots for factories, warehouses, logistics centers and industrial perimeters. During night shifts, weekends or low-activity periods, the robot can patrol predefined routes and detect intrusions, open doors, movement in restricted areas, blocked emergency exits, smoke, spills or unusual activity.
Unlike fixed cameras, a mobile robot can inspect areas from multiple angles and move to places where permanent cameras are not installed. It can also provide real-time video, images and alerts to operators or security teams. For large industrial sites, autonomous inspection robots can combine safety inspection and security patrols in the same mission, making them much more useful than a simple mobile camera.

5. Remote Walkthroughs, Documentation and Digital Twin Capture
Autonomous inspection robots can be used to create visual records of industrial facilities. By capturing images, 360º views, videos, LiDAR data or point clouds during scheduled routes, the robot can generate a repeated visual history of the plant. This is useful for remote audits, engineering reviews, facility documentation, maintenance planning and digital twin workflows.
For companies with several sites, external engineering teams or limited access to production areas, this can save a lot of time. Instead of sending people to inspect the same route again and again, the robot can collect the data and make it available remotely. This turns autonomous inspection robots into mobile data collection platforms, not just patrol machines.

Ready to deploy autonomous inspection robots in your facility?
SEETECH helps industrial companies define, test and integrate autonomous inspection robots for maintenance, security, safety and remote monitoring. We can support the complete process: use case definition, robot platform selection, sensor payloads, AI vision, route programming, alerts, commissioning and long-term technical support.
1. What are autonomous inspection robots?
Autonomous inspection robots are mobile robotic systems designed to patrol factories, warehouses, utilities and industrial sites without constant manual control. They can follow predefined inspection routes, collect images and sensor data, detect abnormal conditions and send real-time alerts to operators.
In industrial environments, these industrial inspection robots are typically equipped with AI vision, thermal cameras, acoustic sensors, gas detection payloads, 360º cameras or LiDAR scanners. Their purpose is not only to move through a facility, but to transform repetitive inspection rounds into structured, repeatable and traceable data.
2. Why are factories using robotic inspection systems?
Factories are using robotic inspection systems because many inspection tasks are repetitive, time-consuming and easy to miss when performed manually. A robot can inspect the same route every day, from the same position, with the same sensors and with a consistent data record.
This makes mobile inspection robots especially useful for preventive maintenance, safety monitoring, night patrols and remote supervision. Instead of waiting for a failure, a factory can detect early signs of overheating, air leaks, abnormal sounds, open doors, blocked emergency exits or unusual activity before they become expensive problems.
3. What can industrial inspection robots detect in an industrial site?
The detection capabilities depend on the sensor payload installed on the robot. Common applications include thermal anomaly detection, acoustic leak detection, gauge reading, valve position checks, smoke detection, gas leak detection, abnormal vibration or noise, and visual safety hazards.
For example, an inspection robot can identify an overheating motor with a thermal camera, locate a compressed air leak with an acoustic sensor, read an analog pressure gauge with AI vision, or report that a safety door has been left open during a night shift.
4. Can mobile inspection robots detect compressed air leaks?
Yes. These systems can be equipped with acoustic or ultrasonic imaging sensors to detect compressed air leaks, vacuum leaks, steam leaks and other abnormal sound sources in industrial facilities.
This is one of the most attractive use cases because compressed air leaks are common, expensive and often invisible. By using industrial inspection robots for routine acoustic inspections, maintenance teams can locate leaks during normal production conditions and prioritize repairs based on severity, location and estimated cost impact.
For many factories, this use case is easy to understand: every air leak is wasted energy. The U.S. Department of Energy has published guidance on reducing compressed air leaks as part of industrial energy-efficiency programs.
5. How do robotic inspection systems help reduce energy waste?
Robotic inspection systems help reduce energy waste by detecting problems that normally remain hidden during daily production. Compressed air leaks, overheating motors, abnormal friction, poorly ventilated cabinets and equipment running outside normal conditions can all increase energy consumption.
When the robot inspects these assets on a scheduled route, the factory receives earlier warnings and better evidence. Maintenance teams can then repair the leak, check the motor, clean the cabinet, adjust the system or investigate the asset before energy losses continue for weeks or months.
6. Can autonomous inspection robots detect gas leaks or hazardous atmospheres?
Yes. The robot can be configured with gas detection sensors or acoustic imaging systems to detect certain gas leaks, combustible gas hazards or abnormal leak sources, depending on the application and the required certification level.
In oil and gas, chemical plants, utilities and heavy industry, industrial inspection robots are used to keep people away from hazardous areas while still collecting useful inspection data. The exact robot, payload and safety certification must be selected according to the site conditions, the gas type, the hazardous zone classification and the operating procedures of the facility.
7. Are autonomous inspection robots useful only for large factories?
No. These robots are useful in large factories, but they can also be valuable in warehouses, logistics centers, substations, utilities, automotive plants, test areas, laboratories and industrial buildings with repetitive inspection needs.
The important question is not only the size of the site. The real question is whether the facility has repeated inspection routes, critical assets, safety risks, hard-to-access areas, night patrol requirements or equipment that would benefit from more frequent monitoring. If those conditions exist, a mobile robotic system can make sense even in medium-sized industrial facilities.
8. Can inspection robots create remote walkthroughs and digital records?
Yes. Inspection robots can be used as mobile data collection platforms for remote walkthroughs, visual documentation and digital twin workflows. By capturing 360º images, videos, thermal images, LiDAR scans or point clouds during scheduled routes, the robot can create a visual history of the facility.
This is useful for engineering teams, maintenance managers, safety audits, external suppliers and multi-site industrial companies. Instead of sending people to inspect the same area repeatedly, the system can collect updated site information and make it available remotely.
9. Are industrial inspection robots safe to use around workers?
Industrial inspection robots can be deployed safely around workers when the system is properly selected, risk-assessed, configured and commissioned. Industrial deployment must consider robot speed, route design, emergency stops, obstacle detection, restricted zones, human interaction, cybersecurity and site-specific safety rules.
Safety depends on the complete system, not only on the robot. A professional deployment should include a risk assessment, operator training, operating procedures, supervised testing, route validation and integration with the factory’s safety requirements.
10. How does SEETECH help companies deploy autonomous inspection robots?
SEETECH helps industrial companies move from a general idea to a real robotic inspection application. The process can include use-case definition, robot platform selection, sensor payload selection, AI vision configuration, route programming, dashboard definition, alert logic, commissioning and technical support.
We focus on practical industrial value. Industrial inspection robots must solve real factory problems: detecting leaks, reducing downtime, improving safety patrols, monitoring critical equipment, documenting remote areas or supporting maintenance teams with better data. SEETECH combines robotics, machine vision, industrial automation and AI consulting to design solutions that fit the facility instead of forcing the factory to adapt to a generic robot demo.